
Fiber Analyzer F800 Model
Inquiry NowProduct Description
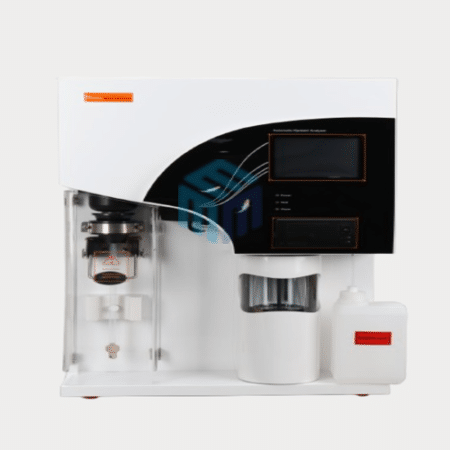
M-Kube offers the fully automatic F800 Fiber Analyzer for crude fiber analysis, which is an advanced solution designed for precise and efficient crude fiber analysis in various applications. With its ability to perform both conventional Weende analysis for crude fiber and Van Soest analysis for neutral and acid detergent fibers, the F800 offers unparalleled versatility. Its integrated infrared heating technology ensures uniform and rapid heating, providing consistent and accurate results. Whether analyzing crude fiber, Neutral Detergent Fiber (NDF), Acid Detergent Fiber (ADF), hemicellulose, or Acid Detergent Lignin (ADL), the F800 is a reliable tool for laboratories in the food, feed, and agricultural industries.
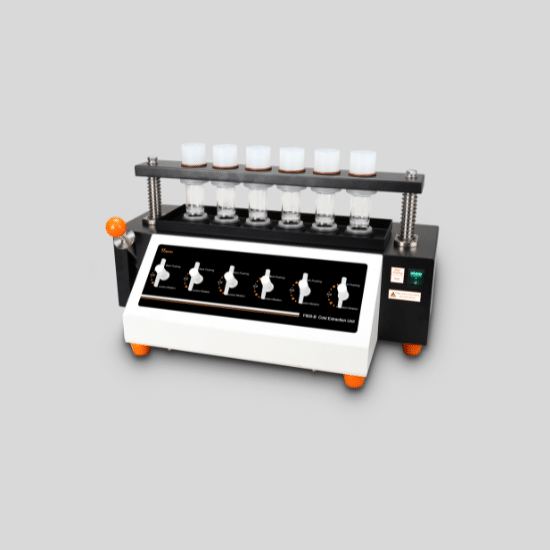
F800-B Cold Extractor
- This model is capable of doing simultaneous defatting of 6 samples prior to hot extraction, solvent dehydration of fiber residues and lignin determination.
- Both F800-B and F 800 use the same crucible system. This allows the samples to be dried and weighed easily, between the extractions, if required.
- It is equipped with a high-pressure pump to prevent the sample from plugging the crucible. This will guarantee that the extraction is efficient.
- It eliminates critical safety issues like splashing of highly corrosive liquids, with the help of a splash guard, that is provided for the extraction process
Some Key Features for Fiber Analyzer F800 Model:
- Advanced Infrared Heating: Integrated infrared heating technology ensures faster, more uniform heating for enhanced accuracy and consistency in fiber extraction.
- Versatile Fiber Analysis: Supports both Weende analysis for crude fiber and Van Soest analysis for NDF, ADF, hemicellulose, and ADL determination.
- Precise Experiment Control: Offers customizable test time settings with real-time reminders, countdown, and end-of-experiment alerts to enhance efficiency and control.
- Peripheral Accessory Options: Compatible with optional cool extractors for fat removal and acetone washing during acid lignin detection, offering flexibility for advanced analysis.
- High Accuracy: Consistent sample extraction and high recovery rates improve the reliability of results.
- User-Friendly Operation: Simple and intuitive controls make it easy for operators to achieve precise and repeatable outcomes.
Technical Specifications for Fiber Analyzer F800 Model:
| Measurement range | 0.1% ~ 100% |
| Sample weight | 0.5g ~ 3g |
| Repeatability error | Crude Fiber Content below 10%, ≤ 0.4% |
| Crude Fiber Content above 10%, ≤ 1% | |
| Capacity | 6 pcs/batch |
| Pre-heating time | 10-12 min |
| Heating to boiling | 13-15 min |
| Display | 7-inch touch color screen |
| Rated power | 2.2 KW |
| Power supply | 220 VAC ±10% 50Hz |
| Dimension | 776mm×476mm×644mm |
Applications for Fiber Analyzer F800 Model:
The F800 Fiber Analyzer is ideal for use in a variety of industries, including:
- Food and Feed Industry: Determining crude fiber, NDF, and ADF content in plant-based foods, animal feed, and related products.
- Agriculture: Analyzing fiber components in agricultural products for quality control and research purposes.
- Research Laboratories: Supporting studies on fiber composition and extraction in various organic materials.
- Environmental Science: Fiber analysis in soil, plant residues, and agricultural byproducts for environmental monitoring.
Why Choose F800 Fiber Analyzer?
- Comprehensive Fiber Analysis: Performs both conventional and advanced fiber analysis methods, meeting diverse research and testing requirements.
- Efficient and Accurate: Infrared heating technology ensures uniform and rapid heating for accurate and consistent results.
- Customizable and User-Friendly: Flexible settings and real-time experiment reminders enhance ease of use and operational efficiency.
- Enhanced Capabilities: Optional accessories like cool extractors extend its functionality for advanced applications such as fat removal and acetone washing.
- Reliable Performance: Engineered for precision and durability, the F800 delivers dependable results with minimal maintenance.
- Wide Application Range: Suitable for a broad spectrum of industries, including agriculture, food, and environmental science.
We, at M-Kube Enterprise, are an Australian company catering to:
– Premium quality laboratory equipment for analytical testing and sample preparation,
– Best in class laboratory consumables,
– Customized ceramic and refractory metal product solutions for high temperature applications and
– Top notch battery Equipment and battery consumables
We cater to various geographies like Australia, India, USA, Dubai, Indonesia, Malaysia, New Zealand, the Philippines, Singapore, South Korea, and Vietnam.
Our team of experts across different platforms can discuss and customize your requirements as per your needs. For more information, Please reach out to us on info@mkube.com.au or call us on +61478594746 to discuss your projects and we will be happy to explain the products in detail, tailor them to fit your requirements, and share detailed product catalogues.
We look forward to be one of your most trusted research partners.